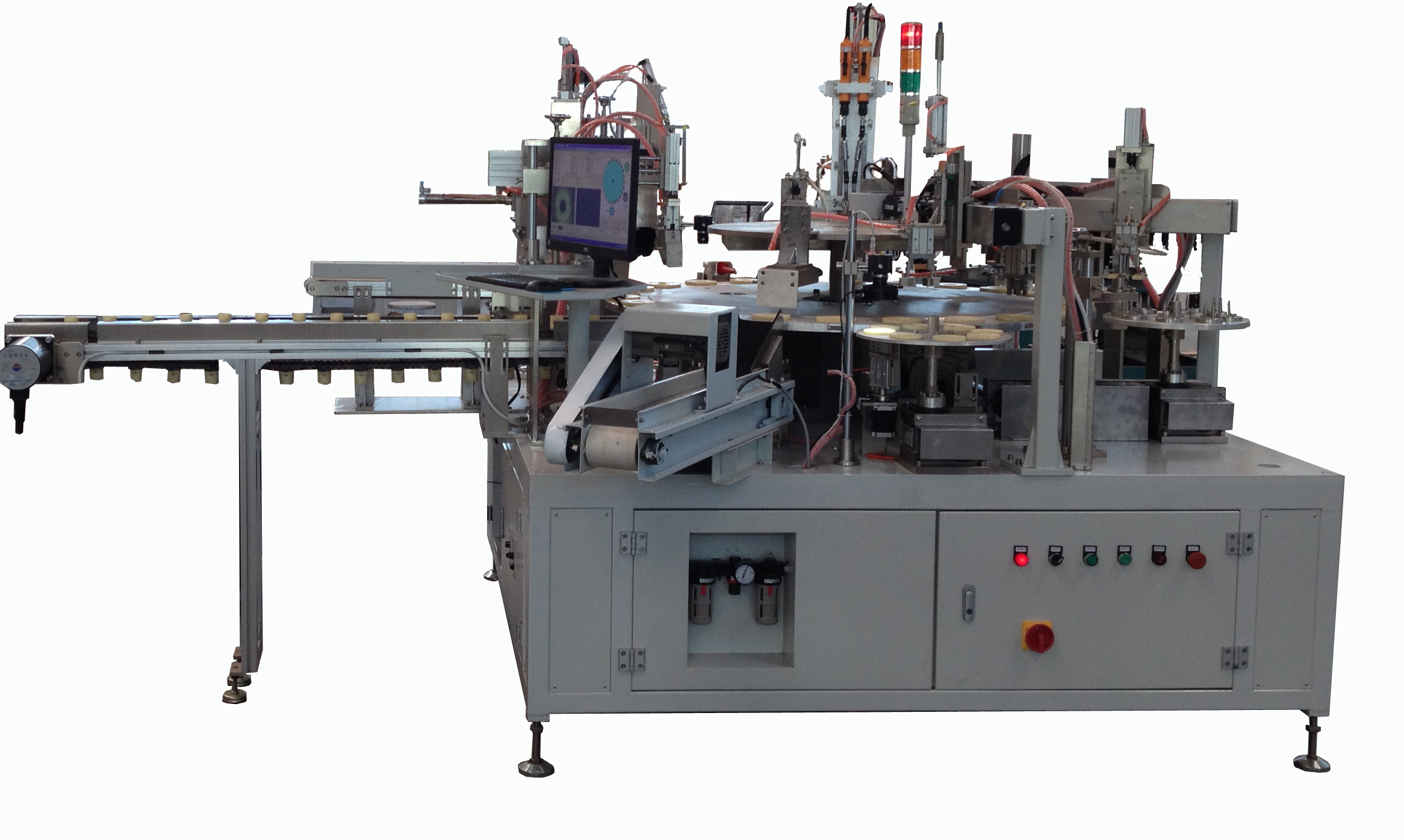
1)人工将驱动装入灯杯、放置在圆形上料盘、机械手自动抓取灯杯、压驱动入槽、CCD检测、位置校正、上铝盖板、刷导热硅脂、上灯珠板(接插件对接)、锁螺丝、螺丝检测、OK品下车、不良品剔除;2)采用三菱PLC控制、工业电脑操作;3)上料用工3人,1200只/小时。